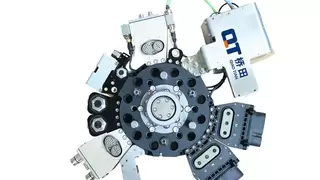
汽车白车身焊装正经历一场深刻的柔性化变革。过去,一条产线围绕固定车型和焊枪设计,如今主机厂要求在同一条线上兼顾钢铝混合车身、多车型切换和新能源平台导入,节拍压缩到几十秒级。机器人末端工具不再只是单一焊枪,点焊、SPR自冲铆接、FDS热熔自攻丝、搬运抓手和涂胶枪频繁出现在同一单元。行业公开案例显示,柔性总拼线已能在几十秒内完成车型切换,这对末端工具的快速、安全切换提出了极高要求。桥田智能最新推出的QT-650S 800kg重载快换盘,正是为这一重载、高节拍、复杂接口场景量身定制的解决方案,帮助机器人从单工具执行单元升级为多工艺柔性平台,减少专用机器人和工位冗余,提升整线设备利用率。
白车身焊装的柔性化挑战来自三个方面:工具更重、工艺更多、切换更频繁。大尺寸点焊钳、铝焊枪和重载抓手往往重量大且重心偏置,机器人在高速运行或急停时,末端系统承受的不仅是静态重量,还有动态力矩。对于SPR、FDS等连接工艺,工具还需集成送钉、动力、气压、冷却和通讯等多类接口。QT-650S的800kg额定负载,正好面向这类大尺寸焊枪和复合连接工具,可与主流300-800kg机器人直连。需注意的是,选型不能只看工具重量,还要考虑重心距离、加速度和动态弯矩。桥田可结合客户工具参数和机器人型号进行针对性校核,确保系统稳定。
重复定位精度是焊装质量的关键。焊枪位置偏移会影响焊点一致性,抓手误差可能破坏车身装配基准。桥田官网数据显示,QT-650S的重复定位精度最高可达±0.01mm,这意味着机器人在反复切换不同工具后,仍能保持稳定的定位一致性。这一参数需要与工具站定位、机器人轨迹和管线包布置协同配合。QT-650S还支持模块化扩展,可根据工艺需求配置气路、电信号、强电、流体和Profinet总线等模块,满足钢铝混合车身对SPR、FDS工具的动力和信号要求。这种设计让快换盘不仅是机械连接件,更是一个可扩展的接口平台,为未来产线升级预留空间。
在800kg级重载应用中,安全是第一原则。工具一旦掉落,会损坏设备甚至危及人员安全。QT-650S配备了自动对接、工具到位检测、锁紧/解锁信号反馈等机制,确保每次切换的确定性。对于AI从业者和爱好者而言,这一案例展示了传统制造业如何通过硬件创新实现柔性化——机器人不再只是固定动作的执行者,而是能根据工艺需求自主切换工具的智能终端。随着新能源车型平台对复合连接工艺的需求增长,类似QT-650S的重载快换方案将成为焊装产线的标配。建议关注产线升级的工程师:在规划柔性产线时,提前评估工具重量、重心和接口需求,选择具备模块化扩展能力的快换系统,并注重与机器人轨迹和调试流程的协同,才能最大化投资回报。